

Tekninen ratkaisu nelionteloisen muoviprofiilin ekstruusiolinjan epätasapainoisen ekstruusionopeuden ratkaisemiseen
Tekninen ratkaisu nelionteloisen muoviprofiilin ekstruusiolinjan epätasapainoisen ekstruusionopeuden ratkaisemiseen
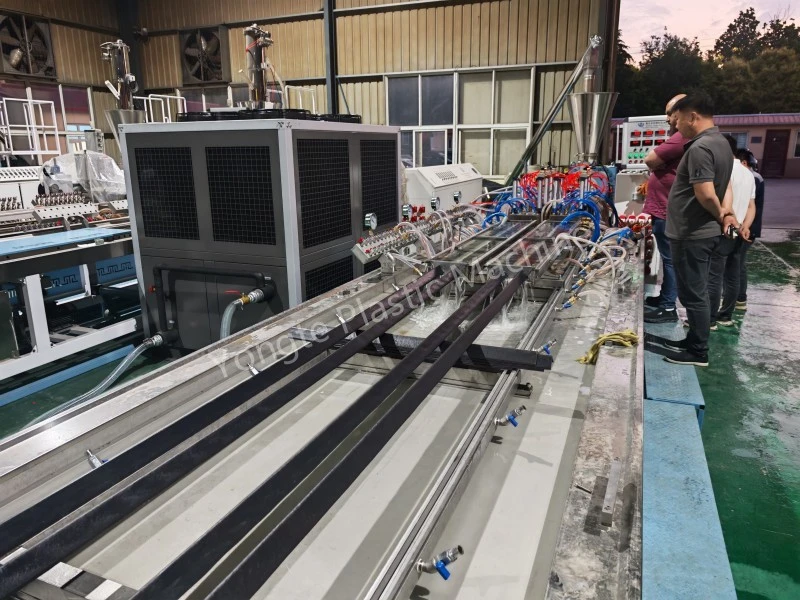
Neljän ontelon muoviprofiilien suulakepuristustuotantoprosessissa epätasapainoinen ekstruusionopeus neljän ontelon välillä on yleinen tekninen ongelma. Tämä ongelma aiheuttaa suoraan epäjohdonmukaisen tuotteen mittatarkkuuden, epätasaisen seinämän paksuuden, viallisia profiileja ja alentuneen tuotannon tuoton, mikä rajoittaa vakavasti massatuotannon vakautta ja tehokkuutta. Asiakkaiden todellisten tuotantomateriaalien ja tuotespesifikaatioiden perusteella Yongte-insinööritiimi on kehittänyt kohdistetun ammattimaisen optimoidun muotti- ja tukijärjestelmän suunnittelusuunnitelman, joka ratkaisee perusteellisesti nelionteloprofiilien epäjohdonmukaisen toimintanopeuden ongelman ja toteuttaa nelionteloisten ekstruusiolinjojen korkean tarkkuuden, vakaan ja synkronisen tuotannon.
1. Teknisten ongelmien tausta
Perinteisissä integroiduissa nelionteloisissa suulakepuristusmuotteissa on kiinteä lämmitys- ja virtauksensäätörakenne. Johtuen tekijöistä, kuten epätasainen sulavirtauksen jakautuminen, muottien paikallisten alueiden lämpötilapoikkeamat ja käsittelyn kokoonpanovirheet, neljän ontelon suulakepuristusnopeus on altis epäjohdonmukaisuuksille jatkuvan tuotannon aikana. Onteloiden välinen nopeuspoikkeama johtaa eroihin profiilin muodostusnopeudessa ja jäähtymisen kutistumisessa, mikä johtaa erän laatuvirheisiin, kuten vääntymiseen, muodonmuutokseen, toleranssin ulkopuoliseen kokoon ja valmiiden tuotteiden pinnan epätasaisuuteen, jotka eivät voi täyttää muoviprofiilien korkeita tuotantovaatimuksia.
2. Professional Optimized Design Scheme
Yhdessä asiakkaan raaka-aineominaisuuksien, tuoterakenteen parametrien ja paikan päällä tapahtuvien tuotantoolosuhteiden kanssa Yongte-insinöörit ovat toteuttaneet kohdennettua räätälöityä suunnittelua muottirakenteelle, virtauksen ohjaukselle, vetoleikkaukselle ja apukuljetusjärjestelmälle yksityiskohtaisilla teknisillä ratkaisuilla seuraavasti:
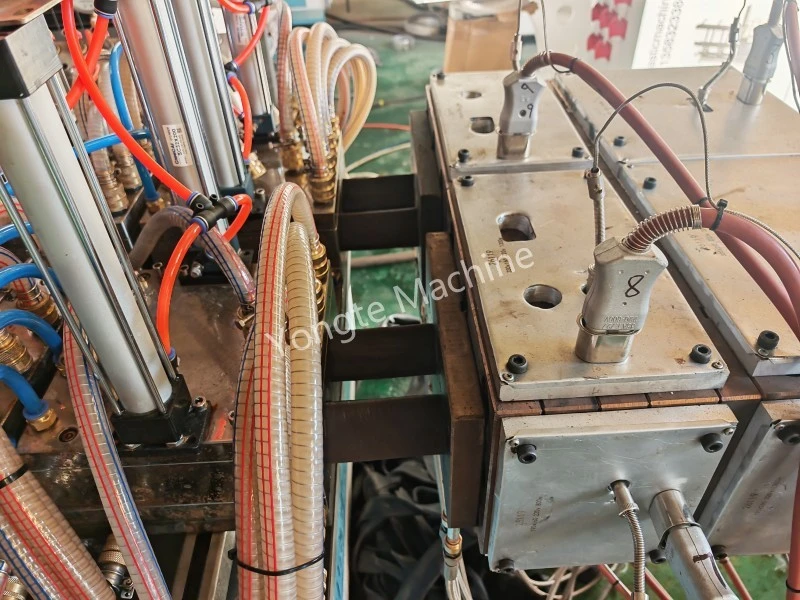
2.1 Kaksirunkoinen runkorakenne itsenäisellä lämpötilansäädöllä
Alkuperäinen integroitu nelionteloinen muotin runko on optimoitu akaksoisriippumaton muotin runkorakenne, jossa jokainen suutinrunko on varustettu kahdella suulakepuristusontelolla. Nämä kaksi muottirunkosarjaa ovat täysin riippumattomia rakenteeltaan ja lämpötilansäätöjärjestelmältään. Jokainen suulakkeen runko on konfiguroitu itsenäisellä lämmitysmoduulilla ja lämpötilan säätöyksiköllä, joka voi toteuttaa erillisen tarkan lämpötilan säädön ja vakiolämpötilan säädön. Tämä rakenne ratkaisee tehokkaasti epäjohdonmukaisen sulan juoksevuuden ongelman, joka johtuu integroidusta suuttimen lämpötilan poikkeamasta, stabiloi jokaisen ontelon muovisen sulamistilan lähteestä ja eliminoi eri suulakekappaleiden välisten nopeuserojen perussyyn.

2.2 Itsenäinen virtauksen säätömekanismi yksipuristimelle
Jokainen itsenäinen muotin runko on varustettu erityisellä virtauksen säätömutterilaitteella. Pienistä virtauseroista ja kokoonpanovirheistä johtuvien kahden ontelon nopeuspoikkeaman vuoksi samassa yksittäisessä muottirungossa voidaan suorittaa on-line hienosäätö virtauksen säätömutterin kautta. Säätämällä tarkasti yhden ontelon sulatteen syöttövirtausta, kahden ontelon suulakepuristusnopeus samassa muottirungossa voidaan pitää täysin synkronisena, mikä mahdollistaa ontelon nopeuden mikrotason kalibroinnin ja varmistaa saman ryhmän jokaisen ontelon suulakepuristustuloksen ja muodostusnopeuden tasaisuuden.
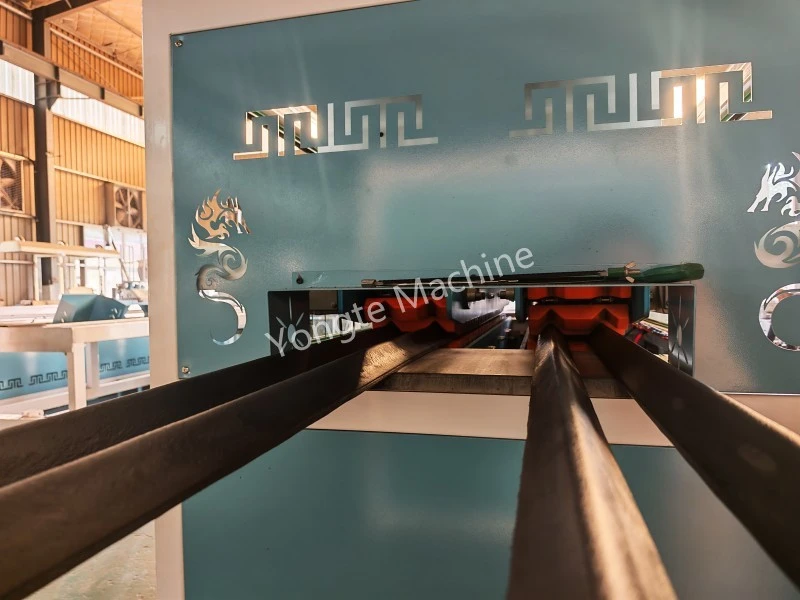
2.3 Kaksoisriippumaton luistonestojärjestelmä
Kaksi sarjaa itsenäisiä vetojärjestelmiä on konfiguroitu vastaamaan kahden suutinrungon ja kaksinkertaisen ryhmän onkalon asettelua. Poiketen perinteisestä yhden vetotoiminnon tilasta, joka ajaa neljää onkaloa samanaikaisesti, kaksi vetolaitetta toimivat itsenäisesti erillisillä nopeudensäätöohjelmilla. Järjestelmä voi itsenäisesti säätää kahden kaksionteloisen profiilin ryhmän vetonopeutta kahden muottirungon todellisen puristusnopeuden mukaan, toteuttaen puristusnopeuden ja vetonopeuden dynaamisen yhteensovituksen, välttäen profiilin venymisen, kutistumisen ja asynkronisen vedon aiheuttaman mittapoikkeaman ja varmistaen edelleen neljän ontelon yleisen nopeuden yhdenmukaisuuden.
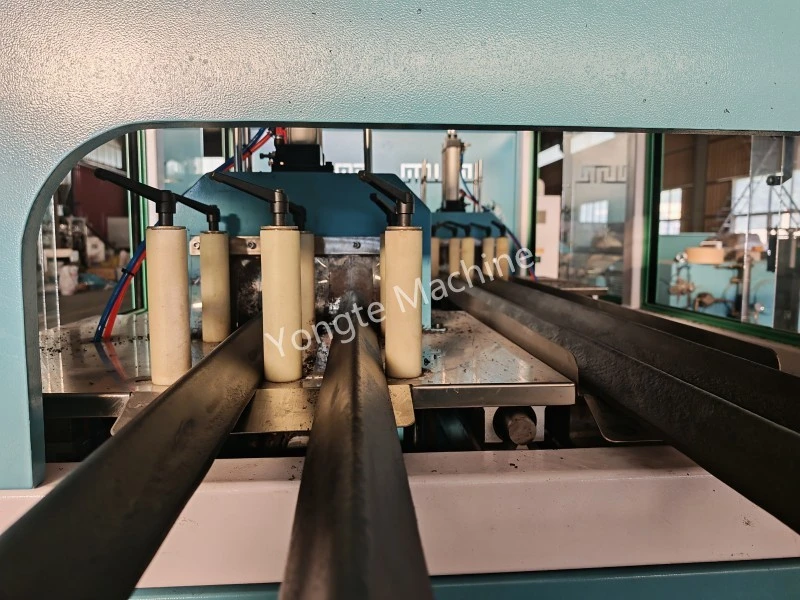
2.4 Itsenäinen kiinteäpituinen leikkausjärjestelmä
Kahden ryhmän ekstruusio- ja vetorakennetta vastaavasti kaksi erillistä leikkausjärjestelmää on varustettu erillistä kiinteäpituista leikkaustoimintoa varten. Jokainen leikkausjärjestelmä seuraa itsenäisesti ja sovittaa yhteen vastaavan profiiliryhmän ajonopeuden ja syöttöiskun. Itsenäinen leikkausohjaustapa eliminoi leikkausvirheen ja pituuden epäjohdonmukaisuuden, joka aiheutuu profiilien yhtenäisestä leikkaamisesta pienillä nopeuseroilla, varmistaa jokaisen onteloprofiilin kiinteän pituuden leikkaustarkkuuden ja parantaa tuotteen pätevyyttä.
2.5 Yhteensopiva automaattinen kuljetus- ja pinoamisjärjestelmä
Kaksi erillistä kuljetus- ja pinoamishyllystöä on konfiguroitu, jotka sopivat tarkasti kaksoisleikkausjärjestelmiin. Leikkuulaitteiston kiinteäpituisen leikkauksen päätyttyä kuljetus- ja pinoamislaitteisto suorittaa automaattisesti vastaavan profiiliryhmän materiaalin vastaanotto-, kuljetus- ja pinoamistyöt. Kuljetusjärjestelmän synkroninen ja itsenäinen toiminta välttää eri onteloprofiilien asynkronisesta nopeudesta johtuvan materiaalin kertymisen, suulakepuristuksen ja kuljetussekaantumisen, varmistaa koko tuotantolinjan sujuvan ja jatkuvan toiminnan sekä toteuttaa automatisoidun ja säännöllisen tuotannon.

3. Tekniset edut ja tuotantovaikutukset
Yllä olevan systemaattisen räätälöidyn suunnittelun avulla epäjohdonmukaisen neljän ontelon ekstruusionopeuden ongelma muoviprofiilituotannossa on täysin ratkaistu. Kahden suulakkeen riippumaton lämpötilansäätö + yhden ryhmän virtauksen hienosäätö + kaksoisriippumaton veto- ja leikkausjärjestelmä muodostavat täyden linkin nopeuden kalibrointi- ja synkronisen ohjausjärjestelmän. Kaaviolla on seuraavat merkittävät edut: ensinnäkin se toteuttaa sulavirtauksen ja lämpötilan lähteen ohjauksen ja eliminoi ekstruusion alkunopeuseron; toiseksi se toteuttaa dynaamisen hienosäädön nopeuden tuotantoprosessissa varmistaakseen neljän ontelon pitkän aikavälin synkronisen toiminnan; Kolmanneksi yhteensopiva automaattinen apujärjestelmä parantaa tuotannon vakautta ja valmiiden tuotteiden yhtenäisyyttä.
Paikan päällä tapahtuvan tuotannon tarkastuksen jälkeen tämä optimoitu suunnittelu vähentää tehokkaasti nelionteloprofiilien mittatoleranssia ja muodostusvirheiden määrää, parantaa suulakepuristuslinjan yleistä tuotannon vakautta ja tuotantotehokkuutta ja soveltuu erilaisten muoviprofiilien pitkäaikaiseen ja suurimääräiseen standardoituun tuotantoon.

Aiheeseen liittyviä uutisia
- 4 Cavity Plastic Profile -tuotantolinjan toimitus Jordaniaan onnistuneen käyttöönoton jälkeen
- Ammattimaisia ratkaisuja puu-muovikomposiittiovipintojen kellastumiseen, raitoja ja haurauttamiseen
- 4-onteloinen kierrätysmuoviprofiiliekstruusiokone saavuttaa 8 metrin nopeuden minuutissa
- Ratkaisu WPC-ekstruuderin tuotantoongelmiin
- Mitä materiaalia voidaan käyttää Yongte WPC -koneessa?
- Jätetekstiilien kierrätyksen tuotantolinja onnistuneesti testattu
Jätä minulle viesti











